パイプ加工:パイプ材の目的に合わせた選定方法について
本記事では、パイプ材の概要についてご紹介しています。ぜひご覧ください。



前回の技術コラムでは、スポット溶接施工上の注意点について詳しく解説させていただきました。
まだご覧になっていない方は、ぜひ下記リンクよりご確認ください。
前回の記事を読んでおくと、今回のテーマの理解がさらに深まります。
スポット溶接は、他の溶接方法と比較し設備費、加工費ともに安価で行うことが出来るため広く普及している溶接方法といえます。しかし、比較的大きな電流を流し接合するため、厚板の溶接には不向きな溶接方法でもあります。この課題を解決できる方法として「エンボスプロジェクション溶接」があります。溶接を行いたい材料に「エンボス」(突起)を設け、このエンボス部に電流を集中し流すことで溶接を行う方法になります。また、部分的に電流を流し溶接を行うものに、プロジェクションナットを用いることでナットを溶接することも可能となります。
この溶接方法によく似た加工方法に「スタッド溶接」が有りますが、こちらは、通電後に母材とスタッドの間に「アーク」を発生させて接合するため別物の溶接方法といえます。
エンボスプロジェクション溶接では、板金加工によりエンボスの成形を行うわけですが、突起が成形できていれば良いというだけではなく、突起のサイズが重要となります。突起寸法の目安として、板厚が1.2~1.6㎜であれば突起根元径の寸法で約φ3.0㎜、突起高さ0.4~0.6㎜、板厚2.0㎜以上であれば約φ3.8㎜突起高さ0.5~0.7㎜を狙い成形を行います。プロジェクション溶接では複数個所を1回の溶接で接合する場合もあり、エンボスの高さを一定にする必要がある為、成形精度の安定化を図ることも重要となってきます。
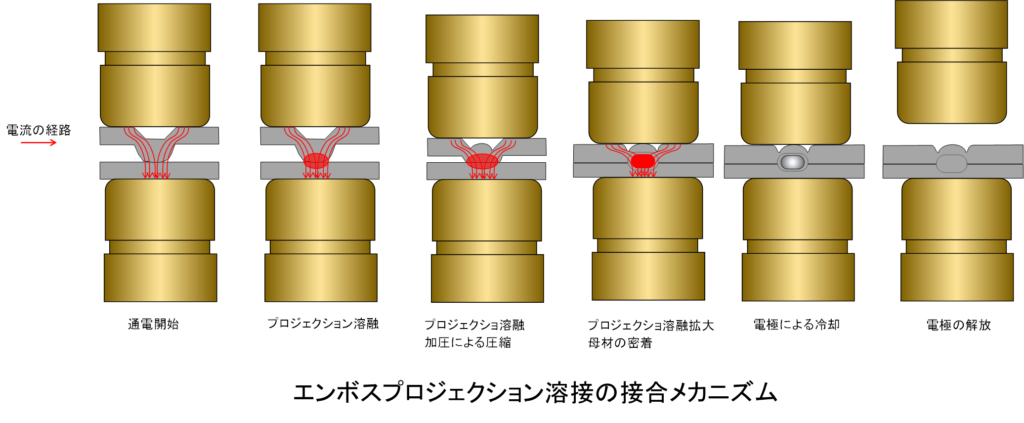
エンボス加工を施した材料(上側)と平板の溶接時の状態を下図に示します。赤い矢印は電流の経路、赤い丸部は通電により溶けた部分を示しています。
スポット溶接機に取付ける上下電極はともに平面を持ったものを使用します、電極径はエンボスを確実に抑えることのできるものを選定します。板金部品の場合には比較的大きなものが多い為、溶接位置合わせを正確に行うため、「レーザポインター」などで溶接位置を確認できるように改善すると良いと思います。
上下電極の取り付け、溶接条件の設定が出来たら実際にワークを溶接し加工を行います。電極間にワークをセットし、フートスイッチなどで起動すると、上側の電極が降下しワークを掴みます。その後通電が開始されると、上側電極から電流が流れエンボスを伝わりワークの下側材料を介して下側電極へ流れます。この時にエンボス部が過熱(ジュール熱により)され母材が溶け始め、加圧されることで2つのワークが接合されます。更に通電時間が経過すると、溶融範囲が広がりエンボス全体が溶けます。この時にワークの2つの材料が完全に溶融するのではなく、エンボス中央の溶け切らない部分は上側へ押し戻されるように変形します。2つのワークが密着した状態で通電が終了し、そのまま電極による冷却が行われ、その後に電極は解放され接合が完了します。プロジェクション溶接では、エンボス部のみを溶融させ接合を行うことから、スポット溶接と比較し変形が少ない状態で接合が可能であることと、製品形態にもよりますが、加工条件を整えることで、1度に30か所以上の接合を行うことも可能となります。
冒頭でも述べましたが、プロジェクション溶接によりナット溶接を行うこともできます。板金部品では複数の部品を組み立てるため、穴加工や、ねじ加工を行います。厚板であれば板金部品に直接ねじ加工を行えばよいですが、高いトルクを掛けて固定する場合には、ねじ山を潰してしまい固定ができない場合も発生します、メンテナンス時にもボルトの締め直しにより、ねじを潰してしまうことが考えられるため、板金部品にナットを溶接する設計が行われます。
溶接ナットには下の写真に示すように、4角ナット、6角ナット、T型ナットの3種類があり、設計用途に合わせて必要なナットを選定されます。3種類のナットの中でT型ナットはプレス加工などで製作されエンボスが溶接時に溶かされ接合されます。
4角ナットと6角ナットについてはそれぞれに電極の設定が異なりますので詳細に説明をしたいと思います。

4角ナットを溶接する場合には、専用の電極をスポット機に取付ける必要があります。
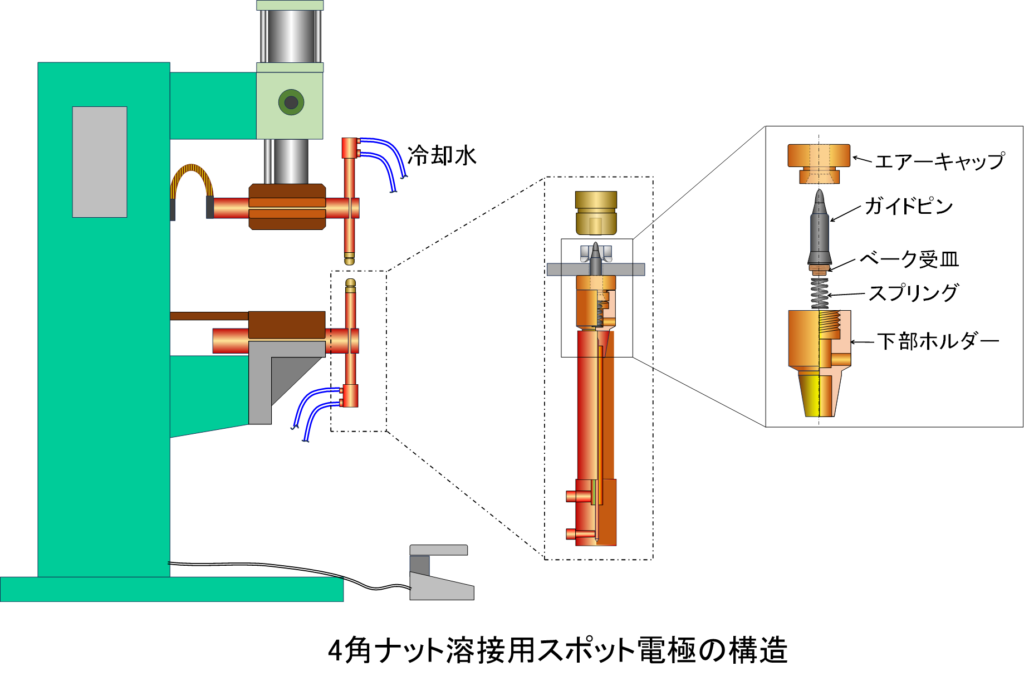
4角ナットには位置決めする機能がない為、ガイドピンにより板金本体とナットの位置決めを行い溶接を行うます。下図に示すのは下側の電極になります。スポット機のホーンにより取付けする部分は同じですが、電極のホルダーの先端部に取付ける電極にはナットの位置決め機能を有しています。板金本体とナットはガイドピンで位置決めされ、板金とガイドピンのクリアランスは片側0.1㎜が基準となっています。ガイドピンはベーク受皿を介してスプリングで持ち上げられており、更に作動をスムーズにするためエアーを供給しています。ガイドピンはエアーキャップで固定され飛び出さない構造となっています。
ガイドピンは通電時に通電しないよう、セラミック材を選定したり、表面処理により、通電対策を取られたものを選定します。また、ナットの位置決めはガイドピンの先端形状にかかわるところが大きく、下図のような砲弾型や、球形状のものなど、ナットのサイズに合わせて最適なものを選定できるように様々な形状が準備されています。
1)4角ナットの溶接
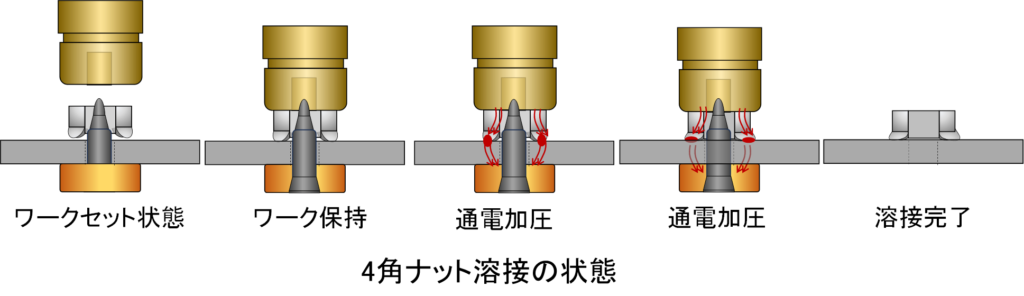
下図に示すのは4角ナットのプロジェクション溶接時の状態です、ワークセット時には板金本体を先にセットしその上にウエルドナットをセットします。この時にはナットが少し浮上り板金部品から離れている状態となっています。溶接を開始すると上側電極が下降しナット、板金部品を保持します、この時ナットは、ガイドピンの形状に従い「板金の下穴」と「ナットのねじ」の中心に位置決めしながら下降していきます。完全に保持された後に通電が開始され、電流は上側電極から流れ、ナットの4か所の足部を介して板金本体、下側電極へ流れます。この過程でナットの足部と板金の接した部分が過熱され溶融します、そのまま通電していくことで、ナットの足部が本体と溶接されます。溶接が完了した状態で、ナット本体と板金との間には僅かな隙間が有る状態が好ましいとされています。これは、通電電流、加圧力が高い、通電時間が長いなどでウエルドナットの足部が溶けすぎることがなく、溶接ノロや、スパッタによるねじ部への損傷がない状態としてみることが出来る経験的な知見といえます。ただし、最終的にはねじゲージなどを用いた精度確認を怠ってしまうと不良の流出となりますので注意が必要です。
2)6角ナット溶接
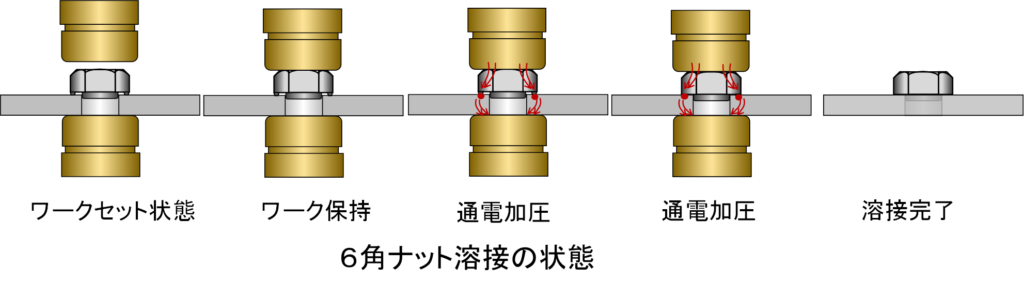
6角ナットの溶接時には、6角ナットにあるガイドを使用し位置決めの上溶接を行います。下図は6角ナットの溶接時の状態を示しています。ワークセット時には母材の下穴に6角ナットのガイド部をセットします。6角ナットの位置決めガイドは比較的低く、取り扱いが悪いと、板金本体の下穴から外れることがある為、作業時に注意が必要となります。スポット機を起動すると上側電極が下がりワークが保持されます。その後に通電すると上側電極からナットの3か所の足部を介して本体へ流れていきます。ナットの足部と板金本体の間で発熱が発生し、ナットの足部が溶融し本体と接合されます。通電が終了すると冷却され上側電極は上昇します。溶接されたナットは板金本体と完全に密着した状態で接合がされています。
スポット溶接であれば、テストピースによる破壊試験によりナゲット径を測定し評価することが一般的です。プロジェクション溶接でも破壊検査によりナゲット径の測定で良いと判断しますが、エンボスの成形形状が溶接の強度に影響するため「テストピース=製品本体」とすることが望まれます。
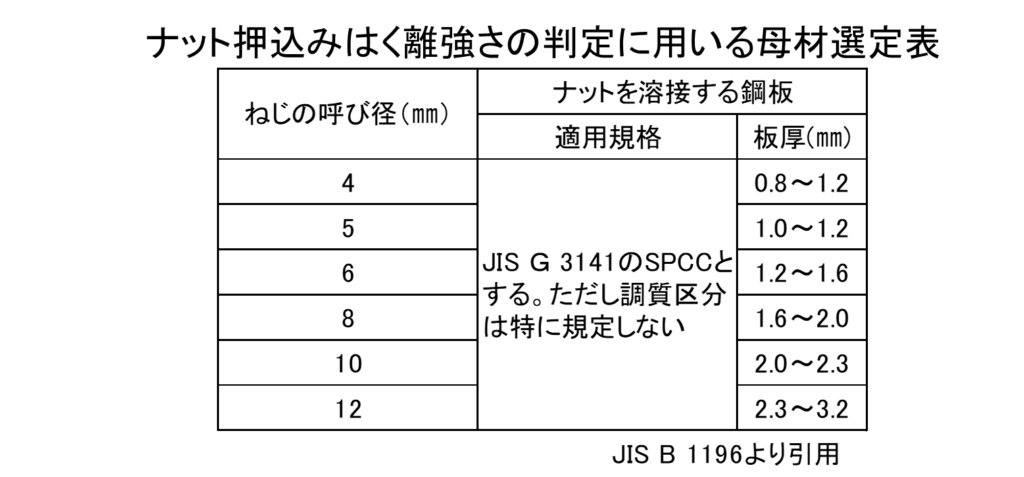
一方、プロジェクション溶接によりナットを接合する場合には、JIS規格に基づく判定があります。この判定には「押込みはく離強さ」「トルク剥離強さ」があります。
1)押込みはく離強さ
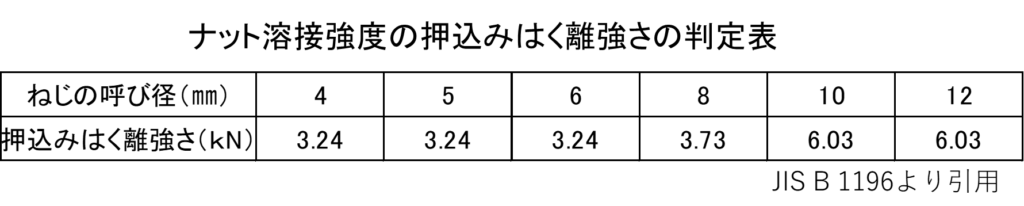
押込みはく離強さの強度判定の基準を下表に示します。ねじの呼び径ごとに、はく離強さを規定しており、予めナットを母材にナットを溶接しておき、アムスラー試験機などで、はく離時の強度を測定します。
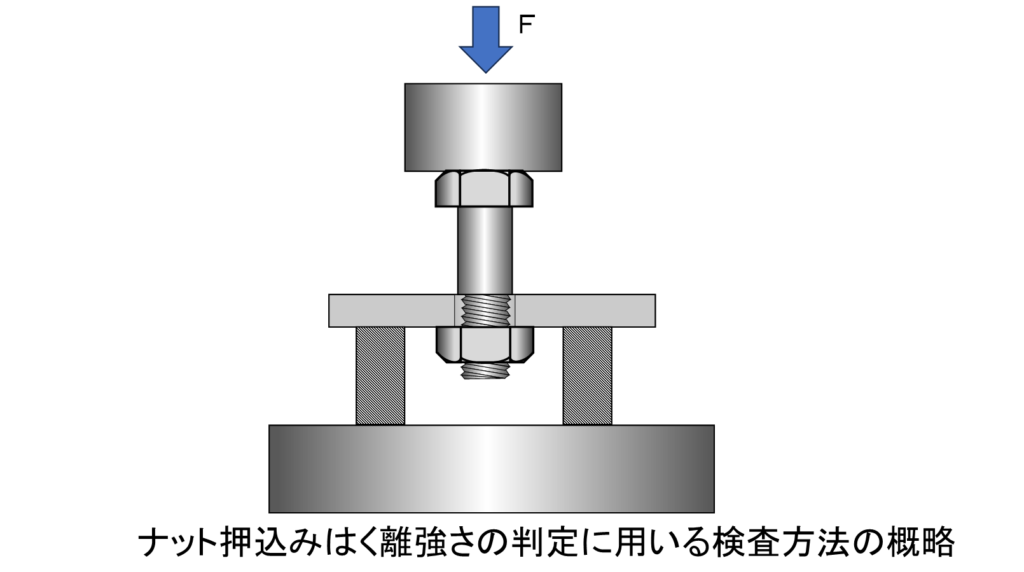
 押込みはく離強度試験に用いる治具の概略を下図に示します。溶接したナットの裏側から荷重をかけてナットのはく離強度を測定しますが、試験にあたって、母材側が押込み荷重に負けて変形などが起きた場合には板厚を厚くするなどの対策を行い再試験を行います。
押込みはく離強度試験に用いる治具の概略を下図に示します。溶接したナットの裏側から荷重をかけてナットのはく離強度を測定しますが、試験にあたって、母材側が押込み荷重に負けて変形などが起きた場合には板厚を厚くするなどの対策を行い再試験を行います。
2)トルク剥離試験
トルク剥離強さ試験は溶接したナットにトルクレンチを用い、回転方向に荷重をかけた時の強度を測定するものです。下表はねじの呼び径に対する規格であり、それぞれの値以上を溶接強度が耐えることで評価を行います。

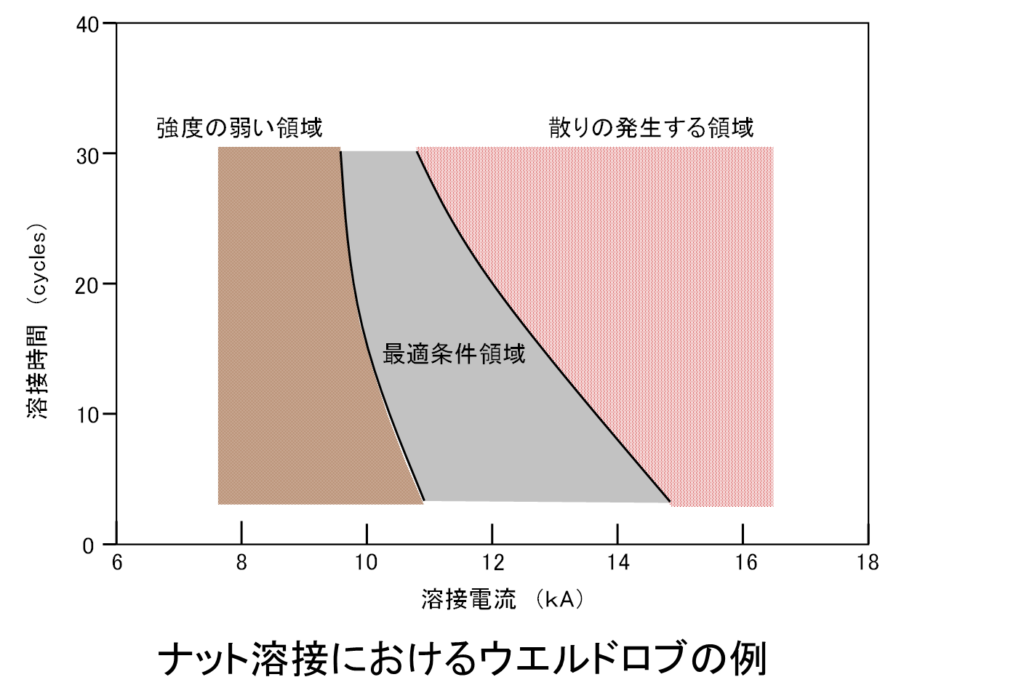
ウエルドナットの溶接条件の設定には下図のようなウエルドロブ試験により条件の設定を行います。3大溶接条件である加圧力、溶接電流、通電時間のうち加圧力を固定し、溶接電流と溶接時間を変更したときの溶接強度や散りの発生状態を観察し最適条件を求める手法で、溶接を行う場合の基礎条件の事前調査を行うことで、加工条件の最適な条件を選定し加工することが出来ます。
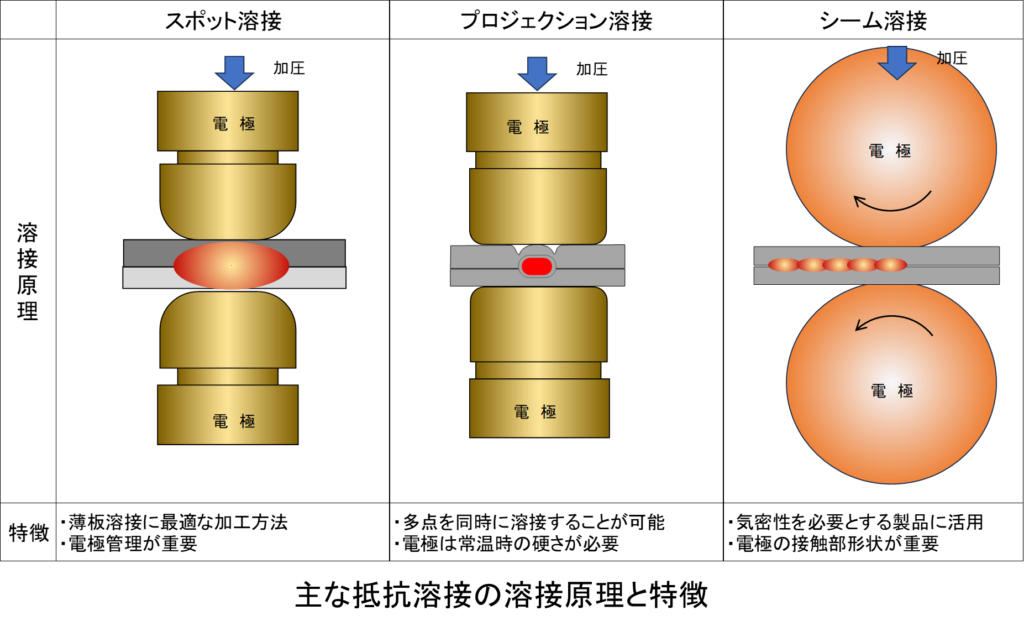
抵抗溶接の主な加工方法の原理と特徴を下図にまとめています。3種類共に電極から大電流を流し母材のジュール熱の発生を促し、接合する原理や方法は同じです。ただし、シーム溶接については他の2種類と少し異なりますので、ここで説明をします。
抵抗溶接で唯一、気密性を確保できる溶接方法となります。シーム溶接は加工中に常時、母材を加圧した状態で駆動用のモータにより円盤状の電極を回転させて接合をしていきます。このため、シーム溶接の溶接条件を設定する際に、溶接電流、溶接時間、加圧力の3大条件と電極の回転数(送り速度)と電極の冷却が重要となります。通常のスポット溶接やプロジェクション溶接では、気密性を必要としないため、条件が高め、低めであっても溶接強度が満足していれば良いですが、シーム溶接の場合には、溶接条件と電極の回転速度を最適なものにしていかないと、母材が破れることや、ピットの発生が起こり気密性に影響します。また、電極の冷却が不十分となると電極温度が高くなり電極内の内部抵抗の上昇が起き、通電電流の低下による問題や、電極と母材が溶融し引っ付いてしまうことや、電極が過熱されることで電極の摩耗や変形にもつながる為、条件設定が難しい加工方法といえます。
ただ、最近では、気密性を必要とするタンク類が軽量を目的に樹脂化されることが多く、これによりシーム溶接の需要も減ってきいる様です。
今回は、エンボスプロジェクション溶接について解説しました。
当社では電子ビーム溶接設備を保有していないため、社内での施工はいたしかねます。
しかしながら、電子ビーム溶接の特性やメリットを踏まえ、レーザ溶接やTIG溶接など、同等の品質を実現可能な代替工法をご提案しております。
また、当サイトでは、この他にも板金加工に関するコラムを掲載しております。ぜひご覧ください。
>>コラム一覧はこちら
当社は、設計提案から完成品組立までを一貫対応するOEM生産体制、独自技術によるコストダウン提案、さらに大手企業との信頼に基づく実績と、高品質な量産体制など他にはない強みを多数保有しております。
>>当社が選ばれる理由はこちら
板金加工のことなら、金属塑性加工のプロフェッショナルである髙橋金属にお任せください。
>>ご相談・お問い合わせはこちら
スポット溶接の製品事例についても「金属塑性加工.com」へUPしております。
>>製品事例はこちら

本記事では、パイプ材の概要についてご紹介しています。ぜひご覧ください。
本記事では、パイプ材の概要についてご紹介しています。ぜひご覧ください。

本記事では、パイプ加工技術の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「ろう付け加工方法」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「液相接合」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「エンボスプロジェクション溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「スポット溶接」の概要についてご紹介しています。ぜひご覧ください。
本記事では、板金加工の溶接に含まれる「スポット溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「抵抗溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「電子ビーム溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「レーザ溶接の現象・特徴・応用と今後の展望」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「ファイバーレーザの発振方法、設備構成」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「レーザ溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「高エネルギービーム溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「スタッド溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「溶接条件の具体的な設定」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「ガスシールドアーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「TIG溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「被覆アーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「アーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工に関する4つの接合法(溶接・液相・固相・機械的接合)について紹介しています。

本記事では、板金加工における「曲げ加工」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「曲げ加工」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「レーザタレパン複合機」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「レーザ切断」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「外形加工専用機」についてご紹介しています。ぜひご覧ください。
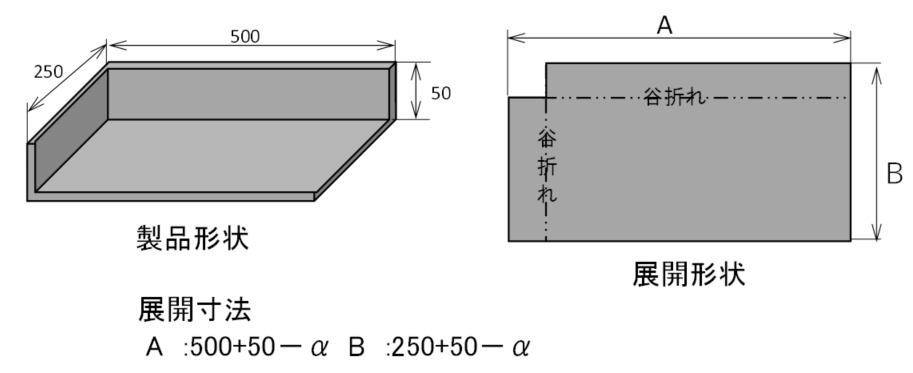
本記事では、「板金加工における部品展開」についてご紹介しています。ぜひご覧ください。

本記事では、「板金加工(工場板金)の全体像」についてご紹介しています。ぜひご覧ください。

今回は、プレス加工:冷間鍛造(後編) 複合押出し、密閉鍛造について紹介しています。ぜひご覧ください。

本記事では、プレス加工:冷間鍛造(前編) 型鍛造、前方押出し加工について紹介している記事になります。ぜひご覧ください。
")
本記事では、プレス加工:圧縮加工(冷間鍛造‐据え込み、修正仕上げ打ち加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
 (1)")
本記事では、プレス加工:圧縮加工(冷間鍛造‐コイニング・ポンチング・刻印加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
")
本記事では、成形加工(縁曲げ(フランジ成形、カール成形)、口絞り成形、矯正及び型打ち)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
")
本記事では、成形加工(エンボス加工、バルジ張出し加工、つば出し加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!

本記事では、張出し加工と絞り加工の違いについて説明をしています。 是非、ご確認ください。

本記事では、角絞り加工時に起こる引けの抑制方法について、説明しています。是非、ご確認ください。

本記事では、深絞り加工の基礎についてご説明しています。深絞りの定義や知っておくべき数値、絞り加工油や絞り金型について解説していますので、ご確認ください。

本記事では、絞り加工のトラブル事例、割れ不良・絞りキズ・底部変形について説明しています。是非ご確認ください。

本記事では、絞り金型と絞り加工のトラブル事例について詳しく解説しています。是非ご確認ください。

本記事では、プレスの絞り加工について、プレス加工のプロフェッショナルが解説いたします。
の種類と加工工程|金属塑性加工.com")
本記事では、プレス曲げ加工の一つであるカール曲げ加工(カーリング)の種類と加工工程について、プレス加工のプロフェッショナルが徹底解説いたします。

本記事では、曲げ加工において大きな問題となるスプリングバックの原因と対策、そして曲げ加工の種類について、プレス加工のプロフェッショナルが徹底解説いたします。

プレス加工は、目的とする製品形状や品質によって分類することができ、その数は数十種類とも言われています。これらは、パンチとダイで素材を分離するせん断加工と、板材を目的の形状に変形させる塑性加工という2つに大別されます。本コラムでは、せん断加工をさらに細かく分類した8種類の加工法についてご紹介します。

精密せん断加工(英:Precision Shearing)とは、トラブルの元となるダレ・破断面・バリといった断面形状を可能な限り無くし、綺麗な切断面を得るためのプレス工法になります。本コラムでは、4つの精密せん断加工についてご紹介したうえで、その中でもファインブランキング加工と対向ダイスせん断法について深く掘り下げて解説いたします。

本記事では、パイプ加工の中でも難易度が高いとされる3次元曲げと端末加工技術について、パイプ加工のプロフェッショナルが詳しく解説いたします。

プレス加工の一つ、シェービング加工をご存じでしょうか?シェービング加工は、通常のプレス加工では得られないせん断面を得ることができる工法です。本記事では、シェービング加工と板厚の全面にせん断面を得るための加工ポイントについて、プレス加工のプロフェッショナルが徹底解説いたします。

当記事では、プレス加工の”縁切り型”について詳しく解説しております。縁切り型の特徴や種類、構造について詳しくご紹介しておりますので、ぜひご覧ください。

当記事では、プレス加工の”分断型”について詳しく解説しております。分断型を使った分断加工のポイントや加工事例についてもご紹介しておりますので、ぜひご覧ください。

当社の高度コア技術である型内ネジ転造加工技術と加工事例についてご紹介しています。生産中の動画もご確認頂けますので、是非ご覧ください!

当記事では、切り込み型について説明しています。ルーバー加工やランスロット加工についても併せて説明していますので、是非ご確認ください。

金属の溶接方法には、アーク溶接やレーザ溶接など、様々な種類が存在します。各種溶接にはメリットやデメリットがありますが、それらを把握することで、適切な溶接方法を選定でき、高品質化及び最適コストの実現が可能となります。 ここでは、様々な溶接方法のメリットとデメリットをご説明させて頂きます!

当コラムでは、QCD全ての面でメリットを提供するネットシェイプとニアネットシェイプを、実現するための理想的な加工法をご説明します。 ぜひご一読ください!

当記事では、穴抜き型についてご説明させて頂きます。

金属塑性加工.comを運営する高橋金属では、11軸・9軸・8軸の多軸溶接ロボットを保有し、大物溶接品の溶接に対応しています。また、大物製品の組立まで対応できるOEM生産体制を構築しています。大物製品のOEM委託先をお探し中の皆様、お気軽に当社に御相談ください。

当技術コラムでは、せん断加工の中で基本的な加工である打抜き加工に使用される、打抜き金型ついてご説明します。

プレス加工の分類において、「素材の分離」に属する、せん断加工を行うための切断金型についてご説明します。

今回の技術コラムでは、プレス金型の設計に焦点を当て紹介をしていきたいと思います。

金属における加工方法の一つである鏡面加工について説明します。金属塑性加工.comの視点で、詳しく解説いたしますので、参考にして頂けますと幸いです。

金属における加工方法の一つである塑性加工について説明します。金属塑性加工.comの視点で、詳しく解説いたします。

溶接方法の中でもメリットが多いとされるロボットによるファイバーレーザ溶接の課題やデメリットについてご説明します。課題を解決する当社のコア技術についてもご説明しますので、是非ご確認ください。

理想的な工法とされるネットシェイプ・ニアネットシェイプを可能とする塑性流動成型加工の一種である冷間鍛造加工についてご説明させて頂きます。

トランスファープレス加工をはじめ、プレス加工工法についてご説明します。当社の独自ラインである、3連トランスファーダンデムラインについてもご紹介しますので、是非参考にしてください。

プレスFEM解析技術、溶接熱歪解析技術を持つ当社が、CAE解析についてご説明させて頂きます。合わせて、FEM解析やFVM解析、当社のコア技術についてもご紹介します。

当社の表面処理鋼板材接合技術を用いることで、メッキを剥がさずにZAM材を溶接することが可能となります。

アーク溶接における溶接欠陥の発生原因を紹介します。

金属塑性加工.comを運営する高橋金属は、設計から金属加工、そして完成品組立まで一貫した生産が可能な、国内有数の企業です。培ってきたノウハウや研究開発により生み出した独自技術を用いて、皆様に最大限のメリットを提供します。