パイプ加工:材料の展開寸法の求め方と端末加工について
本記事では、パイプ加工の流体の移送についてご紹介しています。ぜひご覧ください。



今回からは板金加工の曲げ加工について説明していきます。
板金加工の曲げ加工では、曲板機を使用した加工を行います。
曲板機は色々な呼ばれ方がされ、「プレスブレーキ」「ベンディングマシーン」「ブレーキプレス」「ベンダー」が代表的な呼びの様ですが全て「曲板機」を示したものになります。
一般的にはⅤ曲げ加工が主流ですが、取付ける金型によりL曲げ、ヘミング曲げにも対応ができます。
また、曲板機の特徴は曲げ長さが10㎜程度から1000㎜超えまで対応できるところにあります。
一般的なプレス機の場合には、ボルスターの全幅を超える様な曲げ加工は行いませんし、例えばボルスター以上の長さの曲げ型を取付けても荷重が分散され正確に曲げる事ができません。
曲板機の場合にはパンチ、ダイスを組合せることで、必要な長さの曲げ加工を可能とする専用機になります。

上写真は弊社が導入している曲板機ですが、ブレーキ用の金型は矢印(白)の範囲に取付ける事ができ、この範囲で曲げ加工をする事ができます。
製品形状により、パンチ/ダイスの長さの組合せを作り複数工程の曲げを1台の機械で行う事もできます。
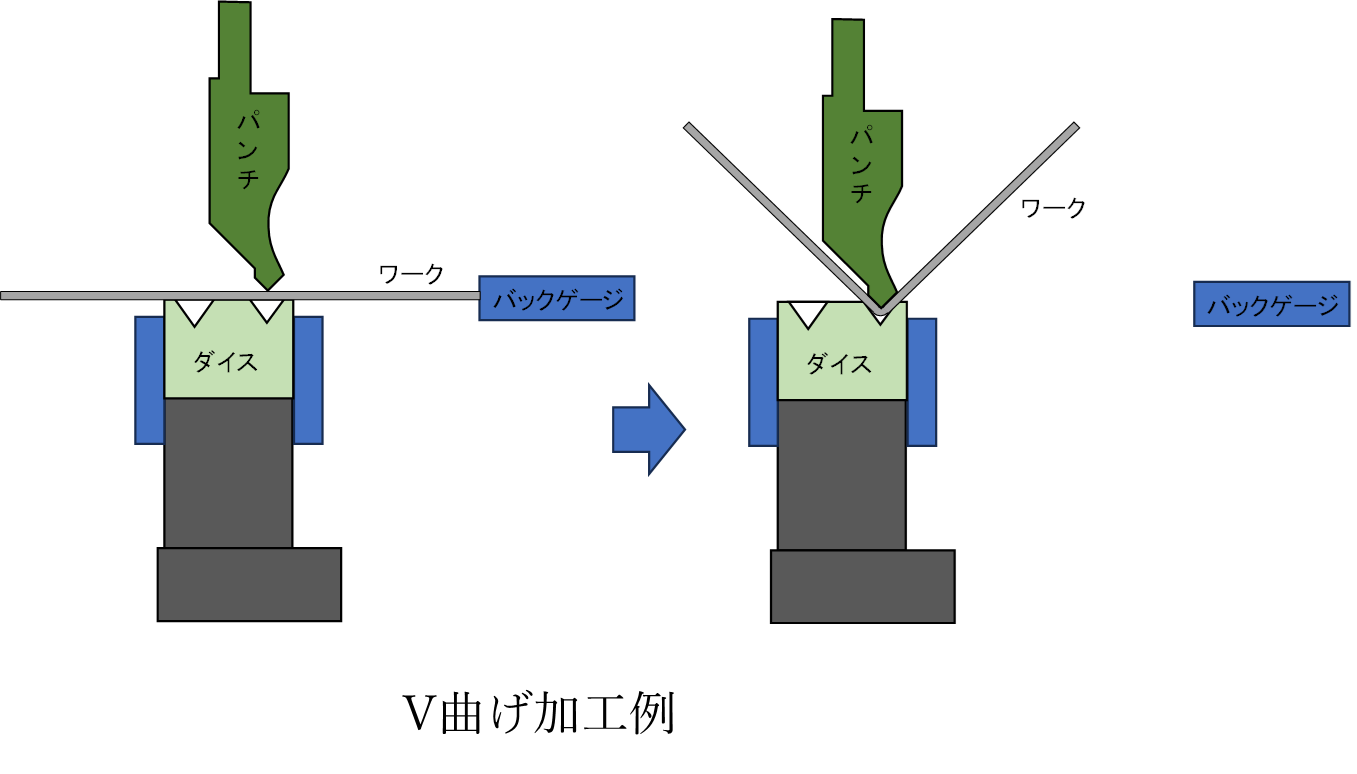
また、上図右は曲板機によるⅤ曲げ加工例ですが、ワークをバックゲージ当てた状態で保持し、フットペダルを踏むことでパンチが下降し曲げができます。
この時、パンチの加工する圧力によりワークが跳ね上がるため、パンチがワークに着いた位置でバックゲージは後方へ退避しワークの変形防止をします。
プレス機による曲げ加工の場合には、製品の加工内容に合わせて金型設計を行うため、金型設計の段階で加工する設備(プレス機の加工能力)の選定を行い、金型に係る荷重なども考慮するためプレス加工時には金型をプレス機に取付け、ダイハイトの設定をする事で加工を開始する事ができます。
しかし、ブレーキ曲げの場合には汎用の金型を使用し曲げ加工を行うため、正しい手順を踏まなければ、金型を破損させる、曲げ寸法が出ない、深いキズが発生するなどの現象が発生します。
そこで、板金加工における曲げ加工に必要な事項を説明します。
先にも述べました様に、ブレーキ曲げの場合には汎用金型を使用しますので、曲げ加工に必要な荷重を知っておく必要があります。
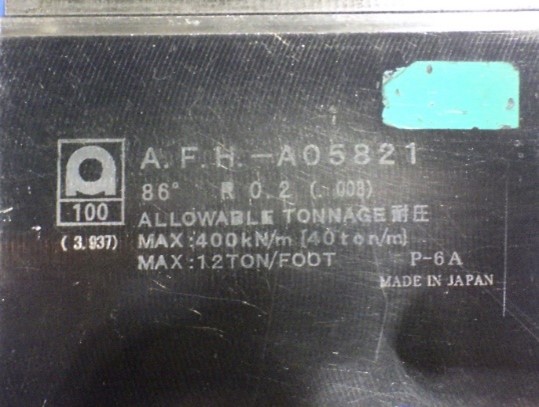
下写真は曲げパンチに表示されている金型の刻印ですが、パンチの先端角度(86°)、先端R寸法(R0.2)耐圧MAX:400kN/m(40ton/m)の表示がされています。
「この金型の場合には1m当たり40ton以下の加圧力で使用してください。」となっていますので曲げ加工を行う場合にはこの加工圧力を超えない様に加工する必要があります。
1)曲げ加工の情報取り
曲げ加工を行う製品の「材質」「板厚」「曲げ長さ」調べます。材質は軟鋼板(SPH、SPC)、
ステンレス材(SUS304、SUS430等)一般構造用圧延鋼材(SS400等)が一般的に多く使用される材料になりますが、最近では高張力鋼板(ハイテン材)も加工される事があります。
また、表面処理鋼板も使用されるケースが有りますが、この場合には表面処理のコードであるSECC、SGCC、GA等がありますが、母材に何を使用されているかが重要となります。
SECC、SGCCは軟鋼板を母材としていますが自動車用に開発されたGA材(合金化溶融亜鉛めっき鋼板)の場合には自動車の車体に使用する事を想定しているため、引張強度590MPa~1180MPa等の高張力鋼板が使用されている事が有る為、材料に何を使用されているかが重要となります。
2)板厚から曲げ加工に必要なV幅を設定
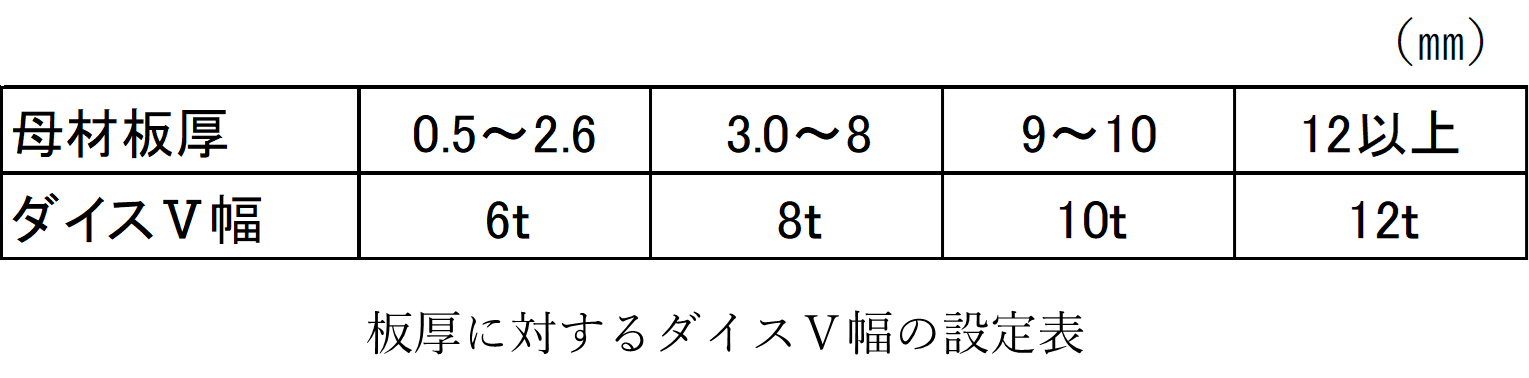
材料を確認した後に、板厚の確認を行いますブレーキ曲げの金型の選定においてⅤ幅(ダイスの幅)を決める場合には板厚に対し6~12倍の設定を用います。
板厚に対するダイスⅤ幅の設定表を下表に示します。
3)曲げ加工に必要な荷重の計算
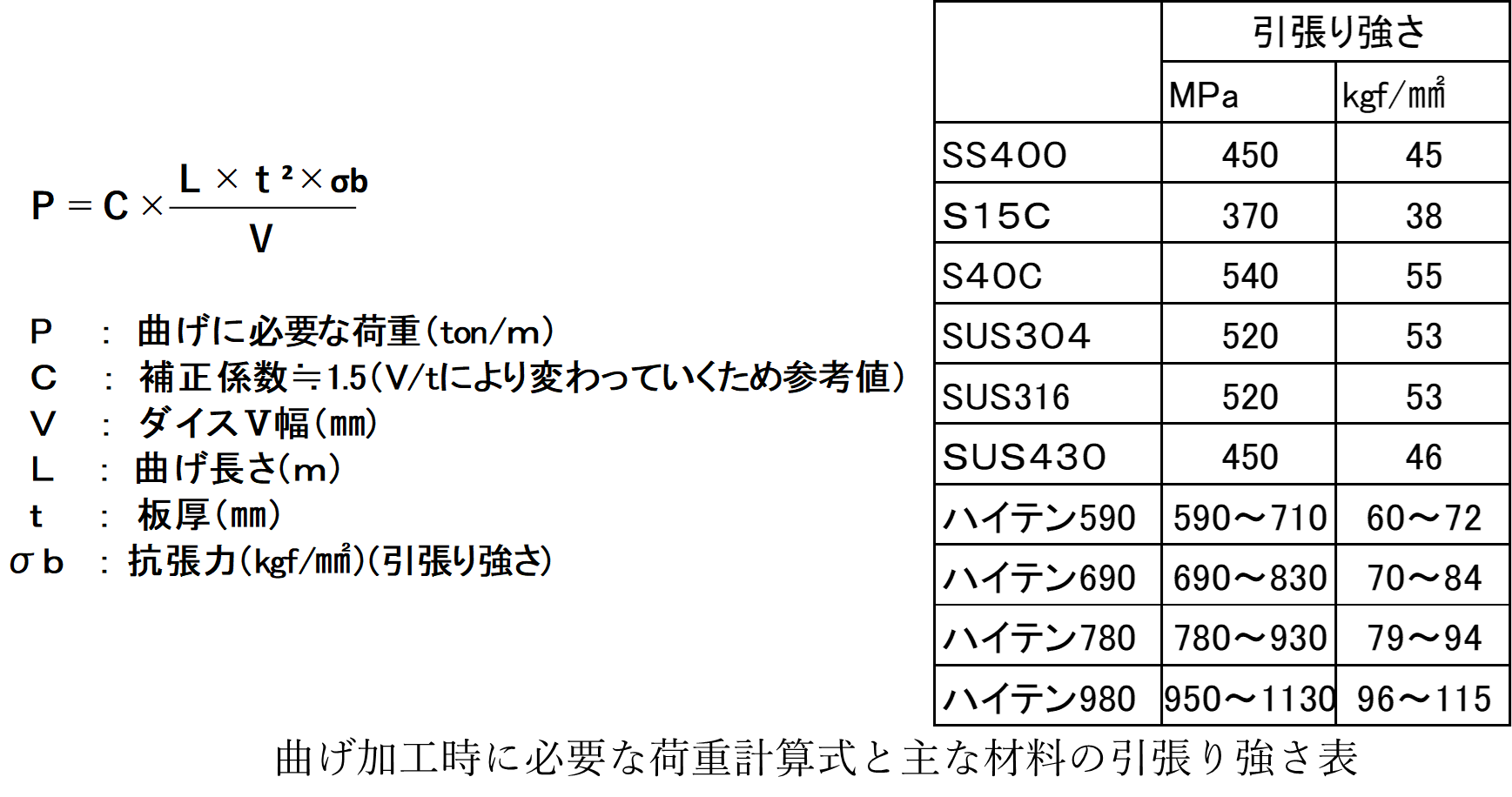
曲げ加工に必要な荷重の計算は下記の計算式で求める事ができます。
それぞれの加工に必要な条件を代入し求めます、補正係数Cについては1.5を指定していますが、Ⅴ幅と板厚により1.33~1.57まで変化をするため15%程度の誤差が生じます。
下記の計算式では4つの関係が理解し加工圧力を設定する際に考慮します。
① 圧力はⅤ幅に反比例する。
② 圧力は曲げ長さに比例する。
③ 圧力は板厚の2乗に比例する。
④ 圧力は抗張力(引張り強さ)に比例する。
実際には、図面を受取った後に部品展開を行い、ブランク加工を行う等の手順の中で荷重計算まで行う事は少なくなりましたが、最近ではハイテン材などの高い引張強度の材料も出てきているため、上記の計算により必要な荷重を求める事も発生すると思われます。
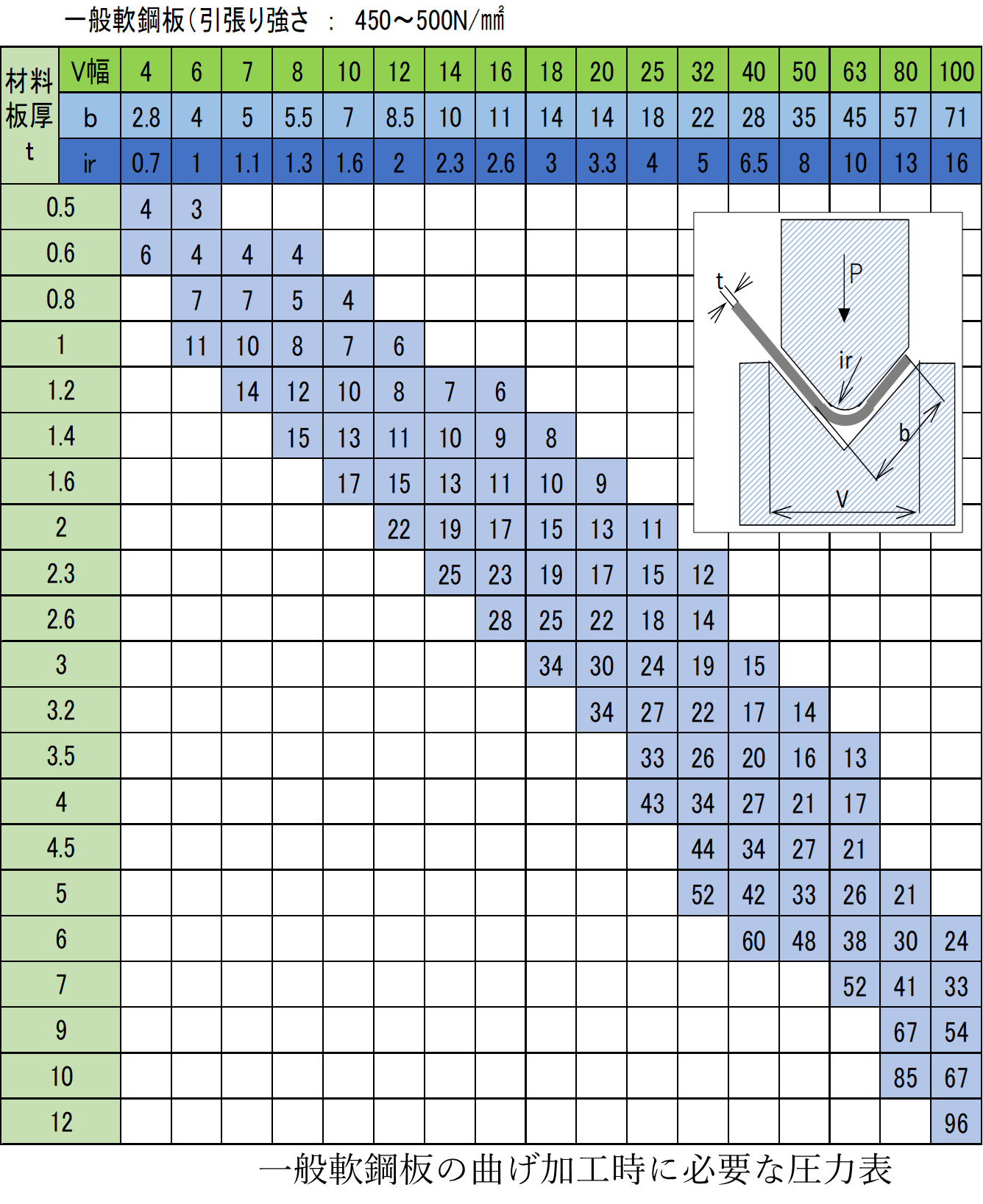
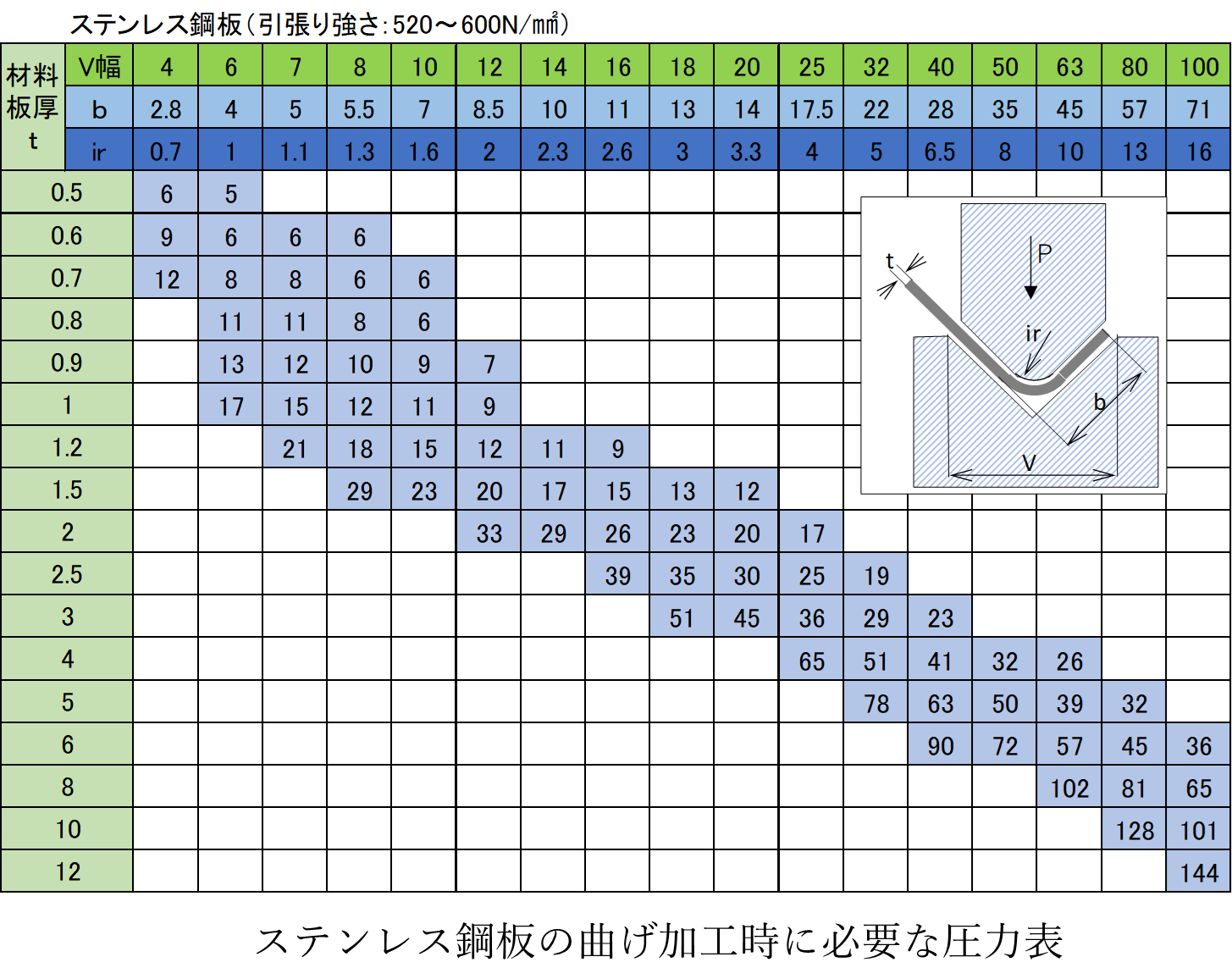
一般的には下図の荷重一覧表を使用し求めます。
下図では一般的な軟鋼板と、ステンレス鋼板のものを示します。
下図は1m当たりに必要な加圧力(ton/m)を板厚とⅤ幅、曲高さ(b)、パンチ先端R(ir)で求めたものになります。
下図と先に有った4つの関係を考慮し加工圧力を設定していきます。
4)最小フランジ寸法(V曲げ加工)
Ⅴ曲げ加工を行う場合には先にも述べた様に、バックゲージにワークを当てた状態で加工を行いますが、曲げ加工の出来る最小寸法は板厚と、それに合わせたダイスのⅤ幅に依存します。
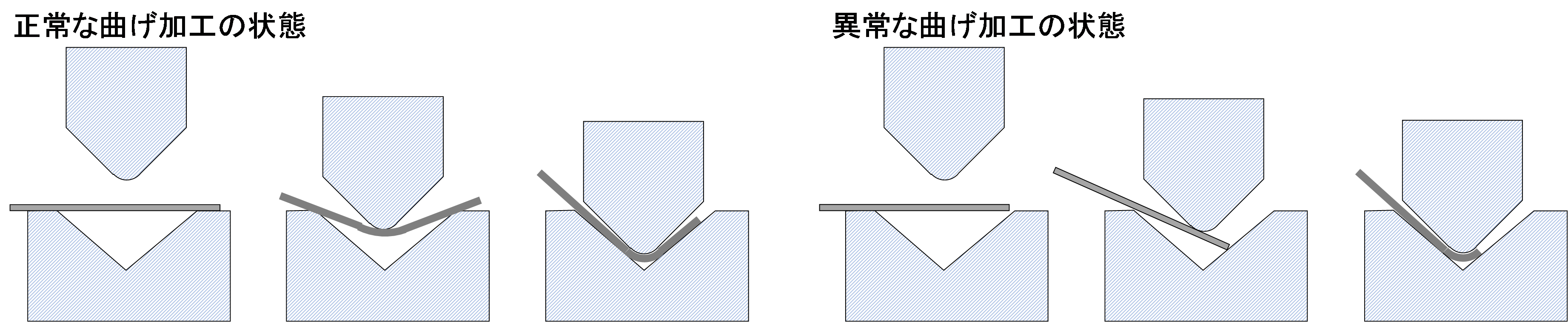
また、下図の様にワークはⅤ幅の溝の両端にしっかりとかかっていないと曲げる事ができません。
下図ではワークセットの正常、異常な状態で曲げ加工を行った場合を示しています。
Ⅴ幅の溝の両端にワークが掛かっていないと図のようにパンチに押し下げられ先端のみが曲がる又は曲がらずに変形する様な形状となります。
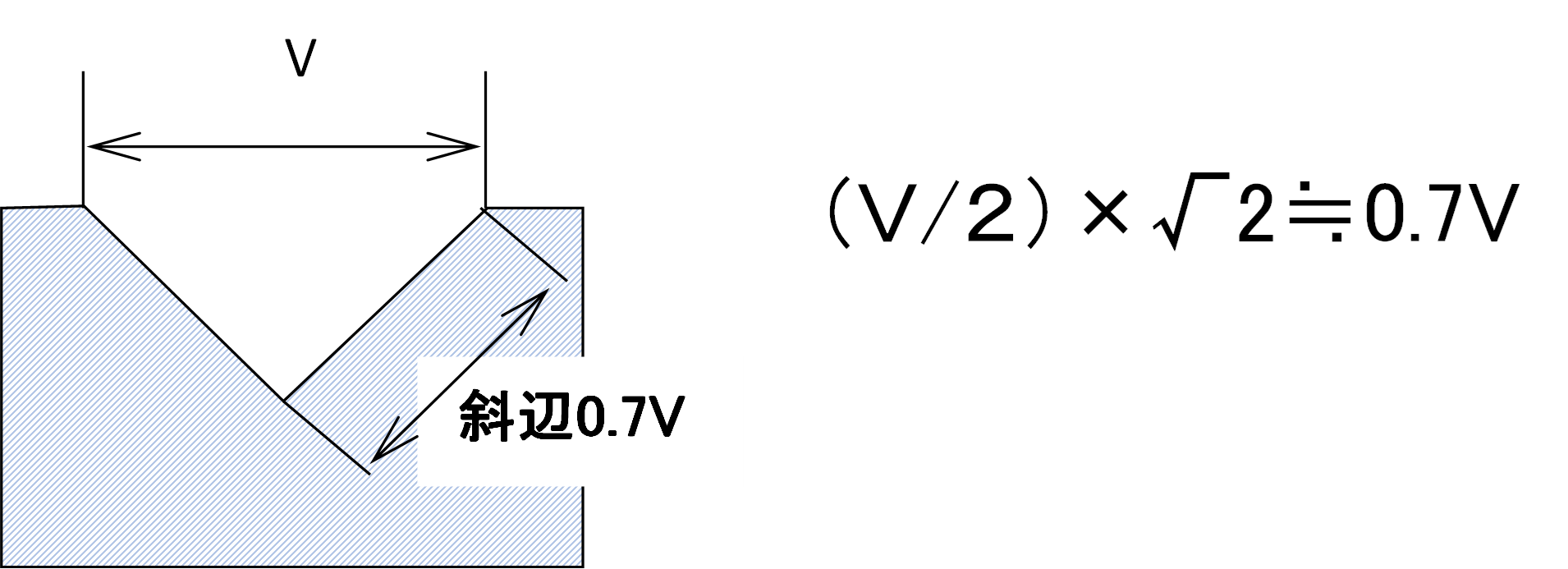
そこで必要となるのがⅤ曲げによる最小フランジ寸法となります。
下の公式はⅤ幅に対する最小フランジ寸法を求めるものですが、Ⅴ10の金型で曲げる事の出来る最小寸法は7㎜となります。(Ⅴ曲げ型の斜辺の長さと同一になります。)
それでも製品設計の中では極端に小さな曲げ寸法を指定され機能上どうしても守らなければならない場合には、長めに曲げて必要な寸法に削る方法やしごき曲げ型を製作し加工する方法を検討します。
今回は、板金加工における曲げ加工について解説しました。
当サイトでは、この他にも板金加工に関するコラムを掲載しております。ぜひご覧ください。
>>コラム一覧はこちら
当社は、設計提案から完成品組立までを一貫対応するOEM生産体制、独自技術によるコストダウン提案、さらに大手企業との信頼に基づく実績と、高品質な量産体制など他にはない強みを多数保有しております。
>>当社が選ばれる理由はこちら
板金加工のことなら、金属塑性加工のプロフェッショナルである髙橋金属にお任せください。
>>ご相談・お問い合わせはこちら

本記事では、パイプ加工の流体の移送についてご紹介しています。ぜひご覧ください。

本記事では、パイプ材の概要についてご紹介しています。ぜひご覧ください。
本記事では、パイプ材の概要についてご紹介しています。ぜひご覧ください。

本記事では、パイプ加工技術の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「ろう付け加工方法」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「液相接合」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「エンボスプロジェクション溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「スポット溶接」の概要についてご紹介しています。ぜひご覧ください。
本記事では、板金加工の溶接に含まれる「スポット溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「抵抗溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「電子ビーム溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「レーザ溶接の現象・特徴・応用と今後の展望」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「ファイバーレーザの発振方法、設備構成」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「レーザ溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「高エネルギービーム溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「スタッド溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「溶接条件の具体的な設定」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「ガスシールドアーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「TIG溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「被覆アーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「アーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工に関する4つの接合法(溶接・液相・固相・機械的接合)について紹介しています。

本記事では、板金加工における「曲げ加工」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「曲げ加工」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「レーザタレパン複合機」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「レーザ切断」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「外形加工専用機」についてご紹介しています。ぜひご覧ください。
本記事では、「板金加工における部品展開」についてご紹介しています。ぜひご覧ください。

本記事では、「板金加工(工場板金)の全体像」についてご紹介しています。ぜひご覧ください。

今回は、プレス加工:冷間鍛造(後編) 複合押出し、密閉鍛造について紹介しています。ぜひご覧ください。

本記事では、プレス加工:冷間鍛造(前編) 型鍛造、前方押出し加工について紹介している記事になります。ぜひご覧ください。
")
本記事では、プレス加工:圧縮加工(冷間鍛造‐据え込み、修正仕上げ打ち加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
 (1)")
本記事では、プレス加工:圧縮加工(冷間鍛造‐コイニング・ポンチング・刻印加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
")
本記事では、成形加工(縁曲げ(フランジ成形、カール成形)、口絞り成形、矯正及び型打ち)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
")
本記事では、成形加工(エンボス加工、バルジ張出し加工、つば出し加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!

本記事では、張出し加工と絞り加工の違いについて説明をしています。 是非、ご確認ください。

本記事では、角絞り加工時に起こる引けの抑制方法について、説明しています。是非、ご確認ください。

本記事では、深絞り加工の基礎についてご説明しています。深絞りの定義や知っておくべき数値、絞り加工油や絞り金型について解説していますので、ご確認ください。

本記事では、絞り加工のトラブル事例、割れ不良・絞りキズ・底部変形について説明しています。是非ご確認ください。

本記事では、絞り金型と絞り加工のトラブル事例について詳しく解説しています。是非ご確認ください。

本記事では、プレスの絞り加工について、プレス加工のプロフェッショナルが解説いたします。
の種類と加工工程|金属塑性加工.com")
本記事では、プレス曲げ加工の一つであるカール曲げ加工(カーリング)の種類と加工工程について、プレス加工のプロフェッショナルが徹底解説いたします。

本記事では、曲げ加工において大きな問題となるスプリングバックの原因と対策、そして曲げ加工の種類について、プレス加工のプロフェッショナルが徹底解説いたします。

プレス加工は、目的とする製品形状や品質によって分類することができ、その数は数十種類とも言われています。これらは、パンチとダイで素材を分離するせん断加工と、板材を目的の形状に変形させる塑性加工という2つに大別されます。本コラムでは、せん断加工をさらに細かく分類した8種類の加工法についてご紹介します。

精密せん断加工(英:Precision Shearing)とは、トラブルの元となるダレ・破断面・バリといった断面形状を可能な限り無くし、綺麗な切断面を得るためのプレス工法になります。本コラムでは、4つの精密せん断加工についてご紹介したうえで、その中でもファインブランキング加工と対向ダイスせん断法について深く掘り下げて解説いたします。

本記事では、パイプ加工の中でも難易度が高いとされる3次元曲げと端末加工技術について、パイプ加工のプロフェッショナルが詳しく解説いたします。

プレス加工の一つ、シェービング加工をご存じでしょうか?シェービング加工は、通常のプレス加工では得られないせん断面を得ることができる工法です。本記事では、シェービング加工と板厚の全面にせん断面を得るための加工ポイントについて、プレス加工のプロフェッショナルが徹底解説いたします。

当記事では、プレス加工の”縁切り型”について詳しく解説しております。縁切り型の特徴や種類、構造について詳しくご紹介しておりますので、ぜひご覧ください。

当記事では、プレス加工の”分断型”について詳しく解説しております。分断型を使った分断加工のポイントや加工事例についてもご紹介しておりますので、ぜひご覧ください。

当社の高度コア技術である型内ネジ転造加工技術と加工事例についてご紹介しています。生産中の動画もご確認頂けますので、是非ご覧ください!

当記事では、切り込み型について説明しています。ルーバー加工やランスロット加工についても併せて説明していますので、是非ご確認ください。

金属の溶接方法には、アーク溶接やレーザ溶接など、様々な種類が存在します。各種溶接にはメリットやデメリットがありますが、それらを把握することで、適切な溶接方法を選定でき、高品質化及び最適コストの実現が可能となります。 ここでは、様々な溶接方法のメリットとデメリットをご説明させて頂きます!

当コラムでは、QCD全ての面でメリットを提供するネットシェイプとニアネットシェイプを、実現するための理想的な加工法をご説明します。 ぜひご一読ください!

当記事では、穴抜き型についてご説明させて頂きます。

金属塑性加工.comを運営する高橋金属では、11軸・9軸・8軸の多軸溶接ロボットを保有し、大物溶接品の溶接に対応しています。また、大物製品の組立まで対応できるOEM生産体制を構築しています。大物製品のOEM委託先をお探し中の皆様、お気軽に当社に御相談ください。

当技術コラムでは、せん断加工の中で基本的な加工である打抜き加工に使用される、打抜き金型ついてご説明します。

プレス加工の分類において、「素材の分離」に属する、せん断加工を行うための切断金型についてご説明します。

今回の技術コラムでは、プレス金型の設計に焦点を当て紹介をしていきたいと思います。

金属における加工方法の一つである鏡面加工について説明します。金属塑性加工.comの視点で、詳しく解説いたしますので、参考にして頂けますと幸いです。

金属における加工方法の一つである塑性加工について説明します。金属塑性加工.comの視点で、詳しく解説いたします。

溶接方法の中でもメリットが多いとされるロボットによるファイバーレーザ溶接の課題やデメリットについてご説明します。課題を解決する当社のコア技術についてもご説明しますので、是非ご確認ください。

理想的な工法とされるネットシェイプ・ニアネットシェイプを可能とする塑性流動成型加工の一種である冷間鍛造加工についてご説明させて頂きます。

トランスファープレス加工をはじめ、プレス加工工法についてご説明します。当社の独自ラインである、3連トランスファーダンデムラインについてもご紹介しますので、是非参考にしてください。

プレスFEM解析技術、溶接熱歪解析技術を持つ当社が、CAE解析についてご説明させて頂きます。合わせて、FEM解析やFVM解析、当社のコア技術についてもご紹介します。

当社の表面処理鋼板材接合技術を用いることで、メッキを剥がさずにZAM材を溶接することが可能となります。

アーク溶接における溶接欠陥の発生原因を紹介します。

金属塑性加工.comを運営する高橋金属は、設計から金属加工、そして完成品組立まで一貫した生産が可能な、国内有数の企業です。培ってきたノウハウや研究開発により生み出した独自技術を用いて、皆様に最大限のメリットを提供します。