パイプ加工:パイプ材の製造方法について
本記事では、パイプ材の概要についてご紹介しています。ぜひご覧ください。



プレス加工において、圧縮加工と表現されると全ての加工の総称のように聞こえますがここでいう圧縮加工は、「冷間鍛造」に区分される加工内容に該当します。冷間鍛造に関する全般的な内容は「塑性流動成形加工の一種、冷間鍛造加工とは?」の技術コラムにて説明しておりますので興味のある方はご覧ください。
>>塑性流動成型加工の一種、冷間鍛造加工とは?の記事はこちら
本コラムでは、もう一歩踏み込んだ加工内容毎に紹介をしたいと思います。
冷間鍛造は、素材を加熱して成形する熱間、温間鍛造加工より加工精度が高く、後工程の加工を必要としないネットシェイプ、ニアネットシェイプを可能とする工法になります。更に、冷間鍛造でも、塊状の素材を加工するものと、板状の素材を加工するものに分かれ、当社では後者の加工方法を活用する「板鍛造加工工法」を用い製品加工を行っております。
板鍛造を用いた各種圧縮加工方法の技術コラムを紹介していきたいと思います。
コイニングは比較的軟質の材料を使い、閉塞した金型に非常に高い圧力を掛けて、繊細な模様が刻まれた平面を有する貨幣やメダルなどを製造する方法です。(COIN(コイン)⇒COINING(コイニング))
コイニング加工に類似した加工に刻印加工が有ります。コイニング加工は、プレス加工を行う事で材料を盛り上げ成形しますが、刻印加工は、部分的に素材を押す事で凹ませて加工を行います。
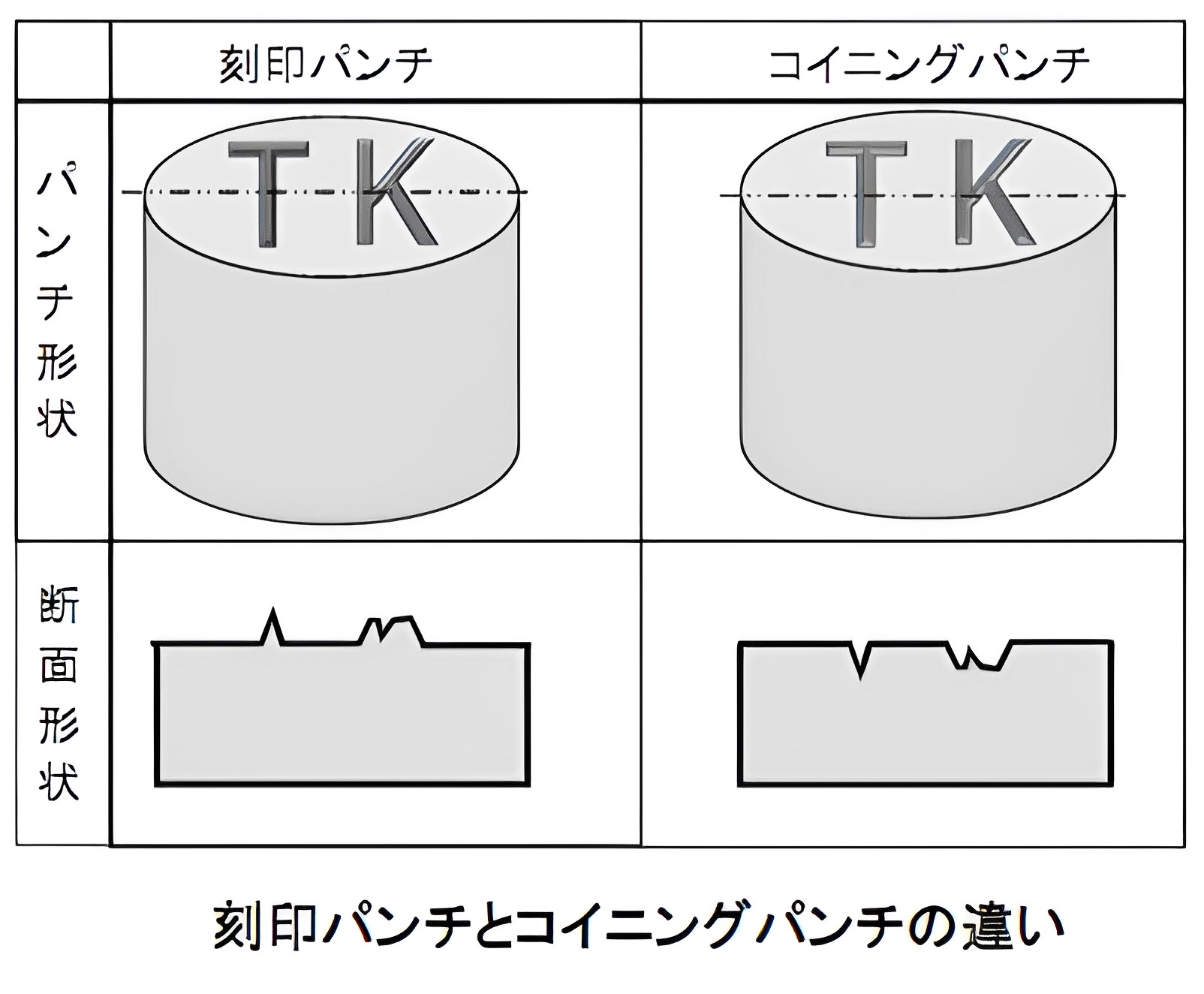
下図に刻印パンチとコイニングパンチの略図を示します。パンチ形状の断面を見ると刻印パンチは凸形状に成っており、素材にこの凸の形状を打込み成形をします。この為、プレス加工時に必要な荷重は比較的低い荷重で加工を行う事ができます。これに比べ、コイニング加工は、広い面を押す事で材料の流動を促し成形するため刻印加工よりも高い荷重が必要となります。
コイニング加工時には材料がパンチの細部まで入り成形されますので、パンチの加工状態が非常に重要となります。コイニングパンチの成形される面には、転写される形状や模様を彫り込みますが、彫り込んだ面に沿って材料が流れ成形されますので、パンチ表面の面粗度が悪いと材料の流れを阻害しきれいなコイニング形状を得ることができません。また、加工時の圧力が高い為、微細な傷などがパンチ表面に有ると、その傷を基点にクラックが入り、最悪の場合にはパンチの破損に至る事も有ります。
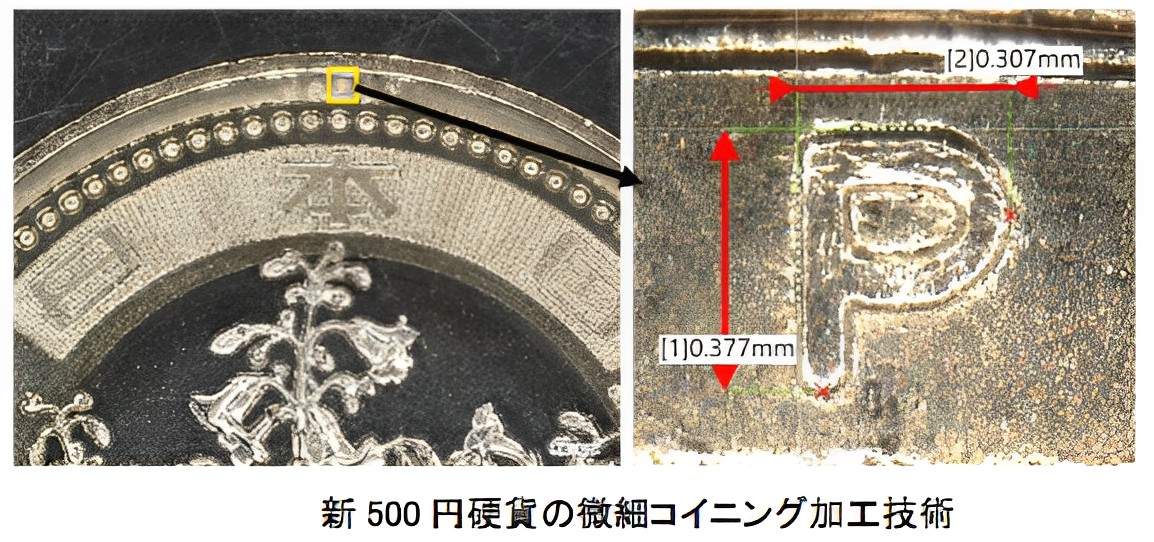
コイニング加工の加工事例は、皆さんが使われる硬貨が有ります。
下の写真は「新500円硬貨」ですが、偽造硬貨に対する防止処置として「JAPAN」の刻印や「500YEN」の刻印が刻まれています。「P」に成形された文字の大きさは約0.3㎜角に収まるサイズでその精巧さが良くわかります。また、500円コインの「500」の「0」の中には見る角度で、反射光の明暗の差により浮き出る「500YEN」「JAPAN」の文字は成形面に傾斜を設けて成形されており、非常に高度な加工技術が用いられています。更に小さな文字で「NIPPON」の隠し文字が有りますので興味ある方は顕微鏡で探してみると良いかと思います
コイニング加工で検索すると良く出てくるのが「ブレーキ曲げ工法」の一つとして良く出来てきますので、ここで少し紹介しておきます。
「ブレーキ曲げ」は、一般的に曲板機(長尺材も曲げが出来る設備)を用い曲げる方法を言います。この設備は曲げ加工に特化した汎用機で、上下一対となったパンチダイスを、加工する「長さ」と「曲げ形状」に合わせ設備に取付け曲げ加工を行います。
ブレーキ曲げの加工状態により、「パーシャルベンディング」「ボトミング」「コイニング」の3つが有り、加工圧の掛け方でそれぞれ加工の仕上がり状態が変ります。
①パーシャルベンディング
少ない加工圧で曲げ角度の範囲を自由に変える事ができます。しかし、曲げの精度は不安定でバラツキ易い加工方法です。
②ボトミング
「底押し」「底突き」と呼ばれる加工方法で、比較的低い加工圧で良好な曲げ精度を得ることができます。
③コイニング
パンチ先端が素材に食い込むまで加工圧を掛けて成形します。これにより極めて正確な曲げ精度で加工を行う事ができます。一般的にはボトミングの約5~8倍の加工力が必要と言われています。
ポンチング加工は鉄骨や鉄板に「ポンチ」と「ウス(ダイスに相当)」を用い型抜き、半抜き加工などを行う加工を言います。
現在ではレーザ複合機等を使用し穴あけを行う様になってきていますのでポンチング加工自体が少なくなってきていますが、「少しだけ型抜きしたい」と言った時には便利な加工方法です。
また、ポンチング加工には、「ポンチングマシン」と呼ばれる専用の加工設備を使用し加工を行いますが、国内で設備を製造していたメーカーも既に廃版としている様です。
下の写真がポンチングマシンで、1台で「穴あけ」「シャーリング」「アングルカット」「切り欠き」「丸棒、パイプの切断」の5つの加工が1台の加工機で出来る物が多く、鉄骨加工を行う現場で多く活躍しています。

刻印加工は金属素材へ、マーキングする方法です。金型に刻印を埋め込み加工時に刻印する方法や、手打ちでハンマーを用い打刻していく方法などが有ります。刻印加工を行う目的には、製造年月日の表示、販売元の表示、部品の位置決め等が一般的な用い方になると思います。
金型に埋め込み刻印を行う場合には、加工時の下死点高さに調整が必要な工程に設けると刻印の印面を潰してしまうため、避けた方が良いと考えます。
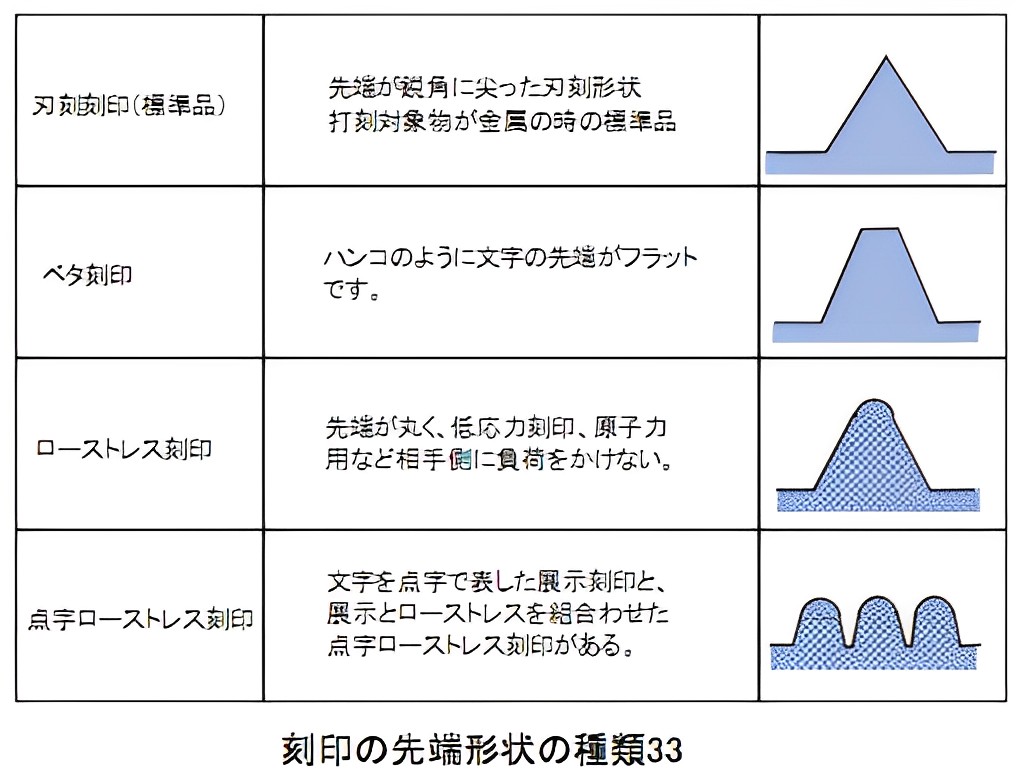
金属の平面に刻印を打込むことから、刻印の先端形状は下図のような形状をしている。一般的には刃刻刻印が活用されるが、先端がフラットなベタ刻印、先端がR形状となったローストレス刻印等もあり、特に内部圧力が高い原子力用等にはこの刻印もちいられる。
今回は、プレス加工:圧縮加工(冷間鍛造‐コイニング・ポンチング・刻印加工)の特徴ついて解説しました。
当サイトでは、この他にもプレス金型・プレス加工に関するコラムを多数掲載しております。ぜひご覧ください。
>>コラム一覧はこちら
当社は、設計提案から完成品組立までを一貫対応するOEM生産体制、独自技術によるコストダウン提案、さらに大手企業との信頼に基づく実績と、高品質な量産体制など他にはない強みを多数保有しております。
>>当社が選ばれる理由はこちら
プレス金型の設計やプレス加工のことなら、プレス加工をはじめとする金属塑性加工のプロフェッショナルである髙橋金属にお任せください。
>>ご相談・お問い合わせはこちら

本記事では、パイプ材の概要についてご紹介しています。ぜひご覧ください。

本記事では、パイプ加工技術の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「ろう付け加工方法」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「液相接合」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「エンボスプロジェクション溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「スポット溶接」の概要についてご紹介しています。ぜひご覧ください。
本記事では、板金加工の溶接に含まれる「スポット溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「抵抗溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「電子ビーム溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「レーザ溶接の現象・特徴・応用と今後の展望」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「ファイバーレーザの発振方法、設備構成」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「レーザ溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工の溶接に含まれる「高エネルギービーム溶接」の概要についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「スタッド溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「溶接条件の具体的な設定」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「ガスシールドアーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「TIG溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「被覆アーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「アーク溶接」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工に関する4つの接合法(溶接・液相・固相・機械的接合)について紹介しています。

本記事では、板金加工における「曲げ加工」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「曲げ加工」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「レーザタレパン複合機」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「レーザ切断」についてご紹介しています。ぜひご覧ください。

本記事では、板金加工における「外形加工専用機」についてご紹介しています。ぜひご覧ください。
本記事では、「板金加工における部品展開」についてご紹介しています。ぜひご覧ください。

本記事では、「板金加工(工場板金)の全体像」についてご紹介しています。ぜひご覧ください。

今回は、プレス加工:冷間鍛造(後編) 複合押出し、密閉鍛造について紹介しています。ぜひご覧ください。

本記事では、プレス加工:冷間鍛造(前編) 型鍛造、前方押出し加工について紹介している記事になります。ぜひご覧ください。
")
本記事では、プレス加工:圧縮加工(冷間鍛造‐据え込み、修正仕上げ打ち加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
 (1)")
本記事では、プレス加工:圧縮加工(冷間鍛造‐コイニング・ポンチング・刻印加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
")
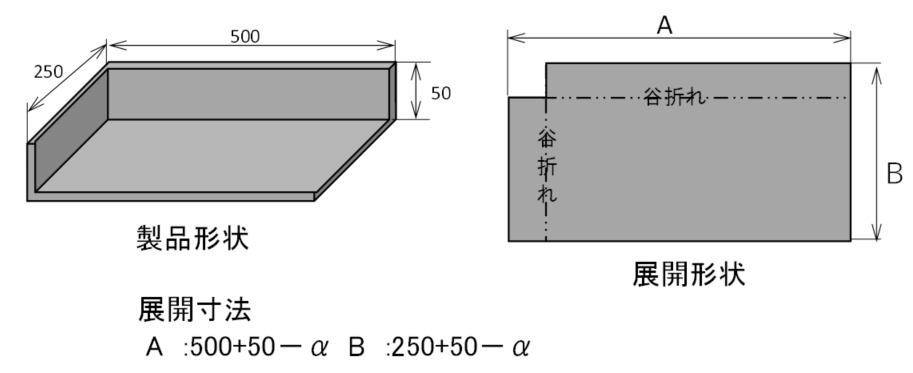
本記事では、成形加工(縁曲げ(フランジ成形、カール成形)、口絞り成形、矯正及び型打ち)の特徴について紹介している記事になります。ぜひ最後までご覧ください!
")
本記事では、成形加工(エンボス加工、バルジ張出し加工、つば出し加工)の特徴について紹介している記事になります。ぜひ最後までご覧ください!

本記事では、張出し加工と絞り加工の違いについて説明をしています。 是非、ご確認ください。

本記事では、角絞り加工時に起こる引けの抑制方法について、説明しています。是非、ご確認ください。

本記事では、深絞り加工の基礎についてご説明しています。深絞りの定義や知っておくべき数値、絞り加工油や絞り金型について解説していますので、ご確認ください。

本記事では、絞り加工のトラブル事例、割れ不良・絞りキズ・底部変形について説明しています。是非ご確認ください。

本記事では、絞り金型と絞り加工のトラブル事例について詳しく解説しています。是非ご確認ください。

本記事では、プレスの絞り加工について、プレス加工のプロフェッショナルが解説いたします。
の種類と加工工程|金属塑性加工.com")
本記事では、プレス曲げ加工の一つであるカール曲げ加工(カーリング)の種類と加工工程について、プレス加工のプロフェッショナルが徹底解説いたします。

本記事では、曲げ加工において大きな問題となるスプリングバックの原因と対策、そして曲げ加工の種類について、プレス加工のプロフェッショナルが徹底解説いたします。

プレス加工は、目的とする製品形状や品質によって分類することができ、その数は数十種類とも言われています。これらは、パンチとダイで素材を分離するせん断加工と、板材を目的の形状に変形させる塑性加工という2つに大別されます。本コラムでは、せん断加工をさらに細かく分類した8種類の加工法についてご紹介します。

精密せん断加工(英:Precision Shearing)とは、トラブルの元となるダレ・破断面・バリといった断面形状を可能な限り無くし、綺麗な切断面を得るためのプレス工法になります。本コラムでは、4つの精密せん断加工についてご紹介したうえで、その中でもファインブランキング加工と対向ダイスせん断法について深く掘り下げて解説いたします。

本記事では、パイプ加工の中でも難易度が高いとされる3次元曲げと端末加工技術について、パイプ加工のプロフェッショナルが詳しく解説いたします。

プレス加工の一つ、シェービング加工をご存じでしょうか?シェービング加工は、通常のプレス加工では得られないせん断面を得ることができる工法です。本記事では、シェービング加工と板厚の全面にせん断面を得るための加工ポイントについて、プレス加工のプロフェッショナルが徹底解説いたします。

当記事では、プレス加工の”縁切り型”について詳しく解説しております。縁切り型の特徴や種類、構造について詳しくご紹介しておりますので、ぜひご覧ください。

当記事では、プレス加工の”分断型”について詳しく解説しております。分断型を使った分断加工のポイントや加工事例についてもご紹介しておりますので、ぜひご覧ください。

当社の高度コア技術である型内ネジ転造加工技術と加工事例についてご紹介しています。生産中の動画もご確認頂けますので、是非ご覧ください!

当記事では、切り込み型について説明しています。ルーバー加工やランスロット加工についても併せて説明していますので、是非ご確認ください。

金属の溶接方法には、アーク溶接やレーザ溶接など、様々な種類が存在します。各種溶接にはメリットやデメリットがありますが、それらを把握することで、適切な溶接方法を選定でき、高品質化及び最適コストの実現が可能となります。 ここでは、様々な溶接方法のメリットとデメリットをご説明させて頂きます!

当コラムでは、QCD全ての面でメリットを提供するネットシェイプとニアネットシェイプを、実現するための理想的な加工法をご説明します。 ぜひご一読ください!

当記事では、穴抜き型についてご説明させて頂きます。

金属塑性加工.comを運営する高橋金属では、11軸・9軸・8軸の多軸溶接ロボットを保有し、大物溶接品の溶接に対応しています。また、大物製品の組立まで対応できるOEM生産体制を構築しています。大物製品のOEM委託先をお探し中の皆様、お気軽に当社に御相談ください。

当技術コラムでは、せん断加工の中で基本的な加工である打抜き加工に使用される、打抜き金型ついてご説明します。

プレス加工の分類において、「素材の分離」に属する、せん断加工を行うための切断金型についてご説明します。

今回の技術コラムでは、プレス金型の設計に焦点を当て紹介をしていきたいと思います。

金属における加工方法の一つである鏡面加工について説明します。金属塑性加工.comの視点で、詳しく解説いたしますので、参考にして頂けますと幸いです。

金属における加工方法の一つである塑性加工について説明します。金属塑性加工.comの視点で、詳しく解説いたします。

溶接方法の中でもメリットが多いとされるロボットによるファイバーレーザ溶接の課題やデメリットについてご説明します。課題を解決する当社のコア技術についてもご説明しますので、是非ご確認ください。

理想的な工法とされるネットシェイプ・ニアネットシェイプを可能とする塑性流動成型加工の一種である冷間鍛造加工についてご説明させて頂きます。

トランスファープレス加工をはじめ、プレス加工工法についてご説明します。当社の独自ラインである、3連トランスファーダンデムラインについてもご紹介しますので、是非参考にしてください。

プレスFEM解析技術、溶接熱歪解析技術を持つ当社が、CAE解析についてご説明させて頂きます。合わせて、FEM解析やFVM解析、当社のコア技術についてもご紹介します。

当社の表面処理鋼板材接合技術を用いることで、メッキを剥がさずにZAM材を溶接することが可能となります。

アーク溶接における溶接欠陥の発生原因を紹介します。





金属塑性加工.comを運営する高橋金属は、設計から金属加工、そして完成品組立まで一貫した生産が可能な、国内有数の企業です。培ってきたノウハウや研究開発により生み出した独自技術を用いて、皆様に最大限のメリットを提供します。